

By testing and calibrating the axes and extruder of the TEVO Tarantula, prints can become one step closer to being perfect.
Table of contents
Introduction
As a DIY 3D printer, the TEVO Tarantula might need additional tweaks before its printing quality is acceptable. When the axes are not calibrated correctly, the measurements of prints will be off. By testing and calibrating the axes and extruder, prints can become one step closer to being perfect. Uncalibrated axes will lead to longer or short measurements on measurable 3D prints.
For a quick introduction, also see the YouTube video below.
By printing an object with known dimensions, e.g. the XYZ 20mm Calibration Cube by iDig3Dprinting, the exact measurements can be compared with what it is supposed to be. The movement of the axes themselves can also be measured and compared with the distance it was set to travel.
Although this post was written with the TEVO Tarantula in mind, the same principles will apply to most other 3D printers too.
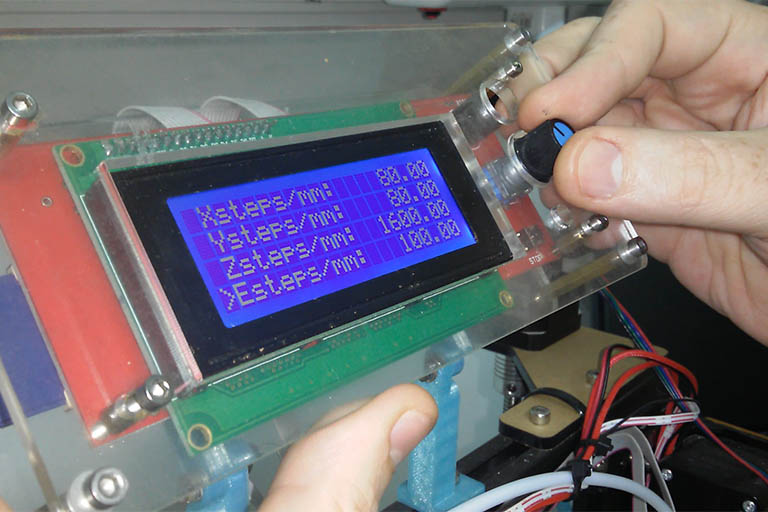
To view and/or change the current steps of the TEVO Tarantula, go to Control -> Motion -> Steps/mm.
- Get the Double Sided Stainless Steel Ruler (30cm/12in) from Amazon.com or BangGood
- Get the Creality 3D Ender-3 3D Printer from Amazon.com or BangGood
Calculating the new steps
If any of the X, Y, Z-axis, or the extruder movement, are off (calibratable up to 100th of a millimetre), it will be beneficial to recalibrate the incorrect measurements.
By using the current steps (Steps/mm) set by the firmware for each individual axis, the following calculation can be used to determine its new steps:
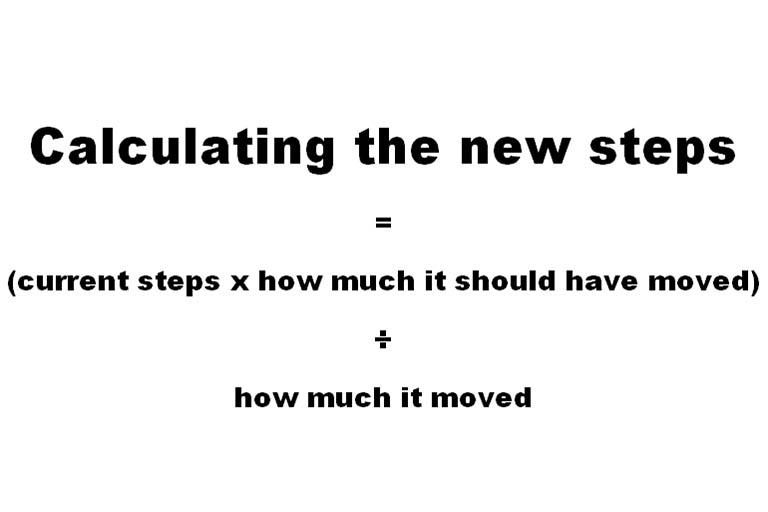
The formula for calculating the new steps to calibrate a 3D printer.
100mm is a good measurement to use to move the axes. Note that the default current steps might be different for each axis. Before the X, Y and Z-axes are calibrated, the respective axis should be homed back to zero.
Example
Assuming the X-axis only moved by 98mm (and it was supposed to move by 100mm) and the current steps are 80mm, the new steps will be 80mm x 100mm / 90mm = 88.88 (or 88.88/mm). The measured distance might be longer or shorter than 100mm.
After changing the steps, the settings should be stored (Control -> Store settings) and the new measurements should be tested again.
Conclusion
The print quality and measurements of 3D printers, such as the TEVO tarantula, can be improved by testing and calibrating measurements of the axes & extruder.
The X, Y, Z-axis, and/or the extruder can be recalibrated by using the current steps (Steps/mm), how much it should have moved (mm) and how much it moved (mm).